Kablo-formaj maŝinoj ĝenerale povas esti dividitaj en du tipojn: kaĝaj kablo-formaj maŝinoj kaj altrapidaj kablo-formaj maŝinoj. Inter ili, la altrapida kaĝa kabloforma maŝino estas uzata por la ŝnurado de kuprokernaj aluminio-strandaj dratoj kaj nudaj aluminiaj dratoj. Dume, ĝi ankaŭ povas esti uzata por la kabloformado de plastaj elektraj kabloj, kaŭĉuk-eningitaj kabloj kaj aliaj produktoj.
Enkonduko al Kablo-Aparataj Maŝinoj
Kablo-metomaŝinoj ĝenerale povas esti dividitaj en du tipojn: kaĝo-tipaj kablo-maŝinoj kaj altrapidaj kablo-tipaj kablo-maŝinoj. Inter ili, la altrapida kaĝo-tipa kablometomaŝino estas uzata por la ŝnuro de kuprovestitaj aluminiaj dratoj kaj nudaj aluminiaj dratoj, kaj ankaŭ povas esti uzata por la kablo-metado de plastaj elektraj kabloj, kaŭĉuk-eningitaj. kabloj kaj aliaj produktoj.
Apliko de Kablo-Metigaj Maŝinoj
Ĉi tiu serio de produktoj taŭgas por multkernaj kaŭĉukaj kabloj, kaŭĉukaj kabloj, signal-kabloj, plastaj elektraj kabloj, kruc-ligitaj kabloj, telefonaj kabloj, kontrolkabloj ktp. kun diversaj sekcoj por kablaj fabrikistoj.
Karakterizaĵoj de Kablo-Onigaj Maŝinoj
Ĉi tiu serio de kablaj maŝinoj estas esencaj ekipaĵoj por kabloproduktado. La ekipaĵo havas diversajn specojn kaj kompletajn specifojn, kaj estas vaste aplikebla. Uzantoj povas elekti la respondan kablon aranĝi ekipaĵon laŭ la bezonoj de siaj propraj produktaj produktoj. La ekipaĵo havas la funkciojn de inversa tordado kaj ne-inversa tordado. La inversaj tordaj metodoj inkluzivas inversan tordan ringan inversan tordon, planedan ilartrajnan inversan tordon kaj dendan inversan tordon. La antaŭ-tordaj formoj estas dividitaj en manan antaŭ-tordadon kaj elektran antaŭ-tordadon. La krampado de bobeno estas dividita en mana krampo kaj elektra krampo. La preno estas dividita en ŝafto kaj senŝafto formoj.
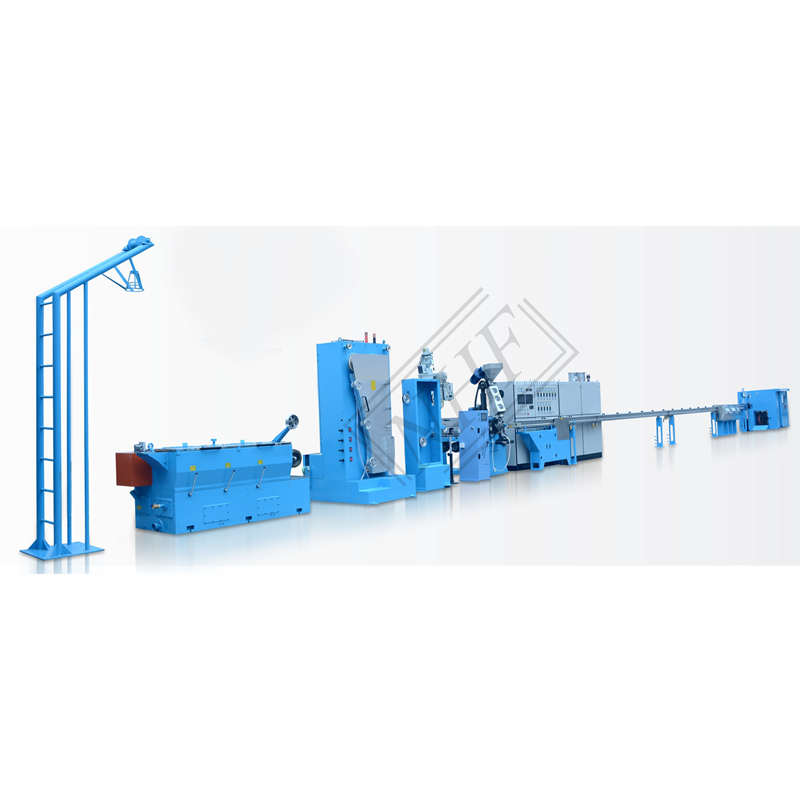
Ekipaĵa Komponado
Pagita rako, senkapa kaĝo-korpo, drata ĵetaĵo-tenilo, lapa maŝino, kirasmaŝino, longa nombrilo, tirada aparato, preno kaj kuŝiga rako, transdona sistemo kaj elektra sistemo.
Ĉefaj Teknikaj Parametroj
- Transversa sekcio de kabloj
- Stranding kaĝo rotacia rapideco
- Kablometado-supren tonalto
- Lapeta kapo rotacia rapideco
- Lapa tonalto
- Diametro de rado de tirado
- Elirejo drato rapido
Tipoj de Kablo-Maŝinoj
La ekipaĵo uzata por kablometado, tio estas, la ekipaĵo, kiu tordas la izolitajn dratajn kernojn kune kaj plenumas plenigadon kaj plaŭdon, estas nomita kablometomaŝino. Kablometo-supren maŝinoj estas dividitaj en ordinara tipo kaj tambura senhelpa tipo. La ordinaraj kablometadmaŝinoj inkluzivas kaĝan tipon kaj tamburan tipon, kaj la kablo-metadrapido ĝenerale estas sub 10m/min. Grandaj kablometado-supren maŝinoj estas transformitaj en tamburspecon kaj povas plenumi kablometadon de tri-kernaj, kvar-kernaj kaj kvin-kernaj kabloj. Ekzemple, 1 + 3/1600 kaj 1 + 3/2400, 1 + 4/1600, 1 + 4/2400 kablo-metigaj maŝinoj, kaj la maksimumaj pagbobenoj estas 1600mm kaj 2400mm respektive. Mezaj kaj malgrandaj kablometadaj maŝinoj estas transformitaj en kaĝan tipon, kaj la ŝnura parto estas kiel la ŝnurkaĝo de drata maŝino, kun specifoj kaj formoj kiel 1 + 6/1000 kaj 1 + 6/400. La tambura streĉa tipo de kablo kuŝanta-supren maŝino estas relative nova kablo kuŝanta ekipaĵo kun alta produktado efikeco kaj rapideco ĝenerale super 30m/min. Ĝi havas ampleksan aplikaĵon kaj uzeblas por kablometado de diversaj elektraj kabloj, same kiel por kablo-strandado de komunikaj kabloj, kontrolkabloj kaj grand-sekciaj ultra-alta tensio-kablo disigitaj konduktiloj.
Apliko de Frekvenco-Konvertiloj en Kablo-Aparataj Maŝinoj
Paga Sistemo
La pagrako estas kunmetita de 12 pasivaj pag-unuoj. La pagstreĉiteco estas generita per la frotado de la ŝtala strio kontraŭ la rotacianta ŝafto de la pagbobeno por realigi la pasivan streĉitecon de la drato.
Sistemo de Tirado
Plurfadenaj dratoj kaj zonaj premaj ruloj estas uzataj por tirado por realigi la sisteman rapidecan agordon kaj sisteman rapidecan referencon. La frekvenca konvertilo eligas la efikan valoron de la rapido al la PLC per la RS485-komunika interfaco. Post kiam la PLC prilaboras la datumojn de la senhelpa pafarko kaj la alprenmaŝino-ŝoforo, ĝi eligas la datumojn al la senhelpa pafarko kaj alprena ŝoforo per la RS485-interfaco.
Dancisto
La drattensio estas ĝustigita ĝustigante la kontraŭpezon de la drato pasanta tra la drata gvidrado aŭ ĝustigante la aerpremon de la aercilindro. Dum la alprena procezo de la alprenmaŝino, la ŝanĝo de la dancista pozicio estas sendita al la PLC por ĝustigi la ŝanĝon de la alprena rapideco de la alprenmaŝino kaŭzita de la ŝanĝo de la bobena diametro, do kiel realigi la konstantan linearan rapidon kaj konstantan streĉan bobenan kontrolon.
Afiŝtempo: Nov-28-2024